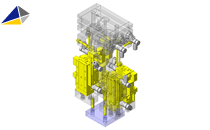
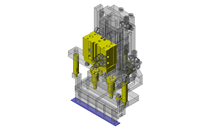
采用级进加工等利用外形冲切加工制作外形形状时,会在【图1】所示的(a)~(d)等位置产生冲切连接部分。冲切连接部分是指两个凸模交叉工作所产生的形状部分。该部分通常称作"搭接头"。
外形冲切加工(4)搭接头")
【图1】中(a)部分是90度直交部分的搭接头。(b)为在直线部位产生的搭接头。(c)为角部的搭接头(d)为R圆角部分的搭接头。这四种形式是搭接头的基本形式。
90度直交搭接头不需要特殊处理。可以说是理想的搭接头状态。
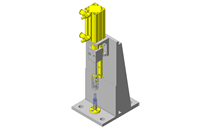
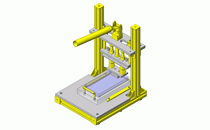
【图2】的直线部分的搭接头如果不处理,就会产生高度差或毛刺。其原因是由于凸模对同一部分进行了两次加工。作为解决措施,在进行两次加工的部分设计避让,使加工部位交叉。制件外观方面,搭接头以凹陷形式残留。
搭接头对外观多少有影响,因此应避免搭接头处于给制件的功能带来问题的部分。
外形冲切加工(4)搭接头")
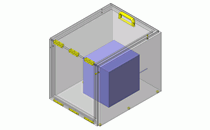
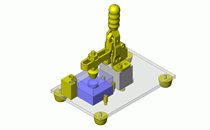
【图3】中的角部的搭接头位置容易出现象揪出来一样的毛刺。应设计采用尽可能缩短倾斜线的延长部分的刃口形状(冲切凸模)。
外形冲切加工(4)搭接头")
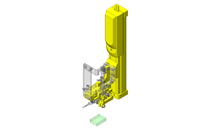
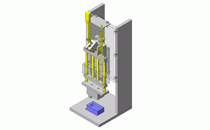
对于【图4】的R圆角部的搭接头,如果试图忠实复制R形状,就会产生与直线部位的搭接头相同的情况。相应地,应从R部位做切线,成角度与直线部交叉来设计冲切凸模。
外形冲切加工(4)搭接头")
外形冲切加工可通过自由设计冲切凸模来进行各种对应,但缺点是会产生搭接头。搭接头处理不当会出现毛刺等的异常。已出现这种问题的模具很难处理。因此,在设计冲切凸模时就应该考虑避免问题发生,进行合理设计,这一点非常重要。